
Manifolds are common auxiliaries in a plastics injection molding shop. They are key components of mold water cooling circuits. Their primary function is to route cooling water from the tower or chiller to the water passages in the mold, then collect the warmer water leaving the mold, at turbulent flow rates, and return it to the external cooling water loop.
Expressed more colloquially, manifolds can be used so the tangled spaghetti-like cooling water hoses located around a press can be neatly arranged. We have all seen examples of in-house plumbing art. Sometimes it is fashioned like a Christmas tree of pipe, that has been decorated with an array of nipples, tees, and various hose connection fittings. These home-made contraptions are prone to leak and the hose connections near the plugged end may have far less pressure and flow than the ports closer to the supply inlet. True costs are seldom known.
In contrast, manufactured manifolds are engineered products that provide a convenient means to neatly arrange multiple water hoses. More importantly, they are designed to supply the mold water passages with adequate cooling water, then collect the warmer turbulent water flowing from the mold and return it to the external cooling water loop. Properly sized supply and return manifolds keep the backpressure effect from the return manifold leg of the cooling loop to a minimum.

Pressure drops and flow rates at the various ports are dependent upon many factors, such as, which ports are open or closed, supply pressure, inlet and port sizes, port spacing and length of manifold, etc. Detailed application and design engineering are beyond the scope of this article.
Direct benefits from the proper use of engineered manifolds are proper hook-up, adequate mold cooling, and reduced mold set-up time. Collateral benefit is enhanced shop safety. For example, because water hoses are neatly arranged off the shop floor, housekeeping is improved and there is less chance for an operator to trip and sustain injury while working close to the machine frame.
Depending upon machine design and operation, smaller bore manifolds are often used as pneumatic headers. Rigid or flexible lines are connected to them and routed to air-operated machine components.
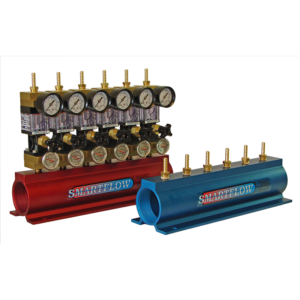
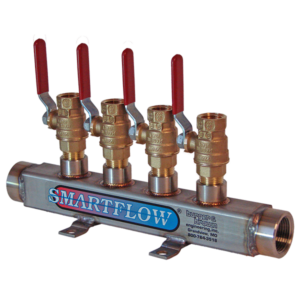
Manifolds come in various shapes, sizes, materials, and colors. When populated with auxiliary products, such as ¼ turn ball valves, flow meters, temperature indicators, and mold temperature regulators, they appear like spiny creatures.
Depending upon molder preference and application requirements, manifolds can be mounted on the machine frame, a mold heater-chiller cabinet, the tool, or located on the floor alongside the press.
Common materials of construction for manifolds are aluminum, carbon steel, stainless steel, brass, and plastic compounds. Aluminum manifolds are typically extruded through proprietary dies, although smaller pipe sizes can be cost-effectively machined from bar stock. Costly scrap is the downside of this design.
Stainless steel manifolds are typically fabricated from 304 square tubing. Pipe fittings for supply, return and distribution ports are welded to the tube. SS manifolds are often specified for highly corrosive cooling water applications.
Common supply and return connection sizes are ¾, 1, 1¼, 1½ and 2-inch NPT(F). Port sizes are typically 3/8, ½, ¾ or 1-inch NPT(F). Though less common, NPT(M) is used on some applications, primarily for plumbing accommodation. Optional quick connect fittings and hose barbs are also popular with molders, particularly when custom molding operations require frequent tool changes and set-ups. Occasionally molders specify that manifolds be installed directly on the mold when new tooling is ordered. This arrangement can reduce or eliminate port hoses. O-rings seal the direct connections between the port openings in the manifold base and the water passage openings in the tool.
Most aluminum manifolds are color anodized after machining to provide corrosion resistance from the cooling water. Typical color choices are red, blue, black or clear. Red and blue anodizing are the most popular because of the convention; blue denotes cooler supply water and red the warmer water returning from the mold. Color coding reduces the chances of incorrect water hose hook-up after a tool change and set-up. One manifold manufacturer uses labels instead of color coding to depict supply and return water lines.
Less than a handful of manifold manufacturers supply 75-80% of the served market. It is difficult to sort and rank this group because of private labeling by catalog vendors, resellers and OEM’s. The remainder of the market is supplied by local “fab” shops and in-house fabrication. Interestingly, this latter segment accounts for a significant number of manifolds that have been in-use on MRO (molding shop) applications for many years.
Aggressive cost reduction programs are driving OEM (machine builders) and new MRO accounts. Consequently, both are showing preference for engineered products that are offered as standard catalog items by manifold manufacturers. Customized special manifolds are specified, as necessary, to satisfy specific application requirements. Manufactured manifolds tend to have a lower true cost of ownership.

